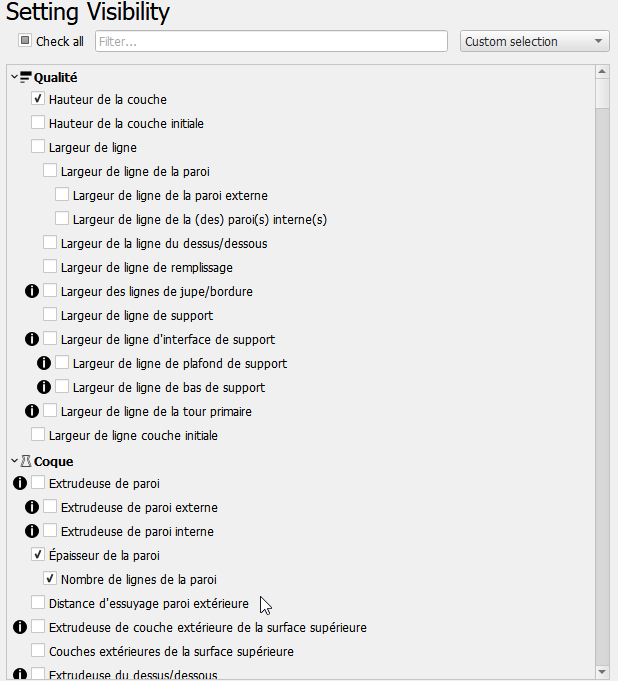
Vous allez pouvoir cocher les éléments qui nous intéressent pour une bonne configuration.
Pour cela, je vous propose deux méthodes :
# soit un récapitulatif complet en PDF qui constitue une Fiche Mémo à imprimer pour l’avoir sous la main.
… pour en savoir plus,
commandez la dernière notice
mise à jour en 2023 (5.00 €)
sur notre boutique avistanet.shop

# soit vous pouvez lire le Tableau récapitulatif qui suit et déterminer vos paramètres avec les réglages expliqués en détail pour chaque item.
Tableau récapitulatif pour Cura 4 (version 2019)
Explications détaillées pour chaque item, à lire en bas de tableau.
| Items | Réglages | |
|---|---|---|
| QUALITE | Hauteur de couche | maximum à 0,3 mm |
| COQUE | Epaisseur de la paroi | 1,2 mm (soit un multiple de la taille de la buse = 3 parois x 0.4mm) |
| Epaisseur dessus / dessous | 1,2 mm (soit un multiple de la hauteur de la couche = 3 couches pleines x 0.2 mm) | |
| REMPLISSAGE | Densité | 15 ou 20 % pour rendre la pièce plus solide |
| Motif du remplissage | Grille | |
| Pourcentage de chevauchement du remplissage | … … …etc |
Les réglages expliqués en détail
– QUALITE
Hauteur de couche : plus la valeur est grande plus l’impression sera rapide mais de moins bonne qualité ! La règle est de ne pas dépasser ¾ de la taille de la buse pour éviter les problèmes d’adhésion entre les couches.
Par exemple :
(buse = 0,4 mm) x 3 / 4 = hauteur de couche maximum à 0,3 mm // souvent on règle à 0,2 mm
– COQUE
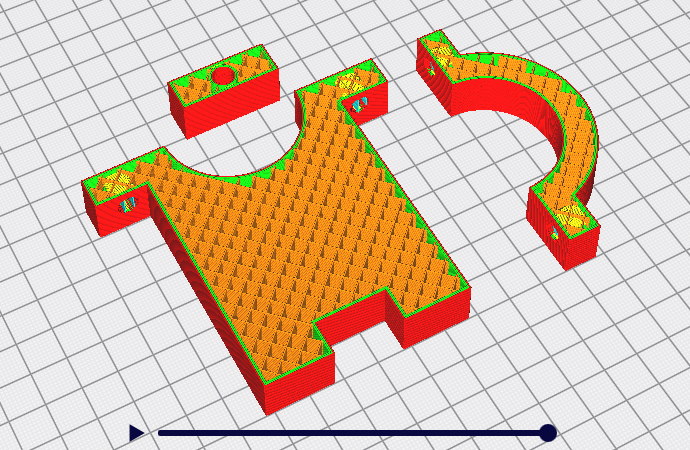
Épaisseur de la paroi : La paroi est le pourtour extérieur de la pièce, dans Cura on l’observe ainsi (la couche externe est rouge ; les couches internes sont vertes) :
Le passage de la buse étant de 0.4 mm, nous devons mettre un multiple de cette valeur.
Par exemple :
Pour une paroi réalisée par 3 passages de buse => 3 x 0.4 mm = 1,2 mm
Épaisseur dessus / dessous : Il s’agit du dessus (= les plafonds) de la pièce et du dessous (= le pied) de la pièce. Toutes les deux correspondent aux couches pleines pour “boucher la pièce”.
Cette épaisseur est déterminée par la hauteur de couche (voir réglage ci-dessus). En effet, pour faire le fond de la pièce /ou le dessus, la hauteur de couche étant définie plus haut, nous devons mettre un multiple de cette valeur.
Par exemple :
Pour une hauteur de couche à 0,2 => 3 x 0,2 mm = 1,2 mm de couche pleine
Note : si l’épaisseur de la couche du dessus est trop faible, le PLA parfois trop liquide risque de ne pas tenir et donner un effet ondulé sur le dessus car les couches de PLA s’enfoncent dans les trous du quadrillage (en forme de grille) du remplissage intérieur de la pièce.
– REMPLISSAGE
Densité : C’est l’épaisseur du trait de remplissage intérieur (qui trace le quadrillage (en forme de grille) à l’intérieur de la pièce. Il est généralement de 10, 15 ou 20 % pour rendre la pièce plus solide.
Motif du remplissage : Faire des essais selon la pièce et la solidité dont vous avez besoin mais le plus courant est la Grille.
Pourcentage de chevauchement du remplissage : Cette notion touche la soudure entre la paroi et la grille (remplissage) intérieure. Les deux parties doivent coller ensemble et donc on détermine ce point de soudure. La valeur est généralement à 20%.
– MATERIAU
Température d’impression : A régler selon les recommandations du plastique utilisé.
Trop froid : le matériau va claquer dans l’extrudeur car il est mal fondu.
Trop chaud : défaut d’impression et surfaces peu propres à cause du filament trop liquide. Il ne refroidit pas assez rapidement avant le passage de la seconde couche.
Note : ce réglage est lié à la vitesse d’impression !
Température du plateau : Pour les machines à plateau chauffant uniquement. 50°C pour maintenir la pièce.
Diamètre : C’est fonction de la machine, réglé (ici à 1,75 mm) une bonne fois pour toute.
Débit : C’est la quantité de plastique que l’on va extruder. Permet de compenser un filament irrégulier. C’est rarement autrement que 100%
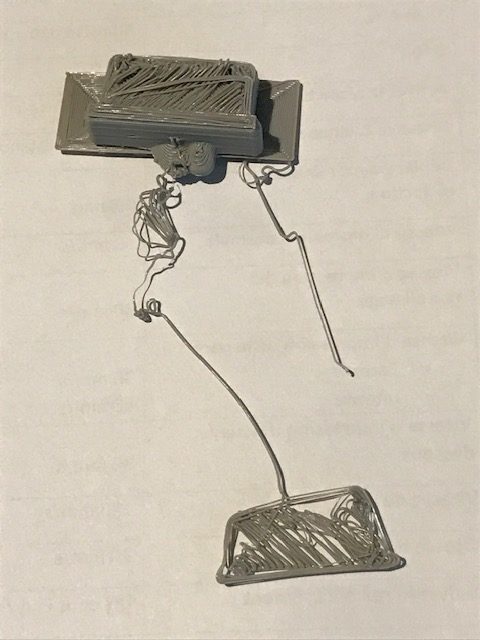
Activer la rétraction : Permet d’éviter les « cheveux d’ange », ces fameux petits fils fins qui se forment quand la buse doit parcourir un espace vide de la pièce où il n’y a rien à imprimer.
En activant cette option, l’imprimante effectuera un pas en arrière avant de se déplacer vers la zone plus lointaine où elle reprendra l’impression.
Distance & vitesse de rétraction : 2 mm en distance et 25 mm/s en vitesse, sont les valeurs courantes. Si des cheveux d’ange se forment trop, on peut augmenter ces valeurs vers 3 mm.
Note : ne pas trop augmenter la vitesse pour certains PLA sinon le filament casse dans le tube et l’impression est ratée.
Déplacement minimal de rétraction : La rétraction est activée, elle s’effectue lorsque les parties d’une pièce ne se touchent pas et que la buse doit se déplacer sans poser du PLA. Évite les cheveux d’ange. Pour autant, si les pièces sont fort rapprochées mais ne se touchent pas, cela évite qu’un grand nombre de rétractions ne se produisent inutilement sur une zone courte. Avec un réglage à 0,8 mm vous serez bien.
– VITESSE d’IMPRESSION
Vitesse d’impression normale : C’est une valeur moyenne. Principalement pour les zones intérieures d’impression car les parois seront imprimées moins rapides pour les solidifier. 60 mm/s est une valeur adéquate.
Vitesse d’impression de remplissage : Pour une valeur à 60 mm/s
Vitesse d’impression de la paroi : Pour une valeur à 30 mm/s
– de la paroi externe : Pour une valeur à 30 mm/s
– de la paroi interne : Pour une valeur à 60 mm/s
Vitesse d’impression dessus / dessous : Pour une valeur à 30 mm/s
Vitesse de déplacement : Pour une valeur à 120 mm/s, c’est le déplacement de la tête d’un bout à l’autre du plateau quand elle n’imprime pas.
Vitesse de couche initiale : Pour une valeur à 30 mm/s
Note : les vitesses de la paroi et de la couche initiale sont de moitié (50%) de la vitesse normale. Lorsque l’on change cette dernière, les valeurs changent automatiquement. On peut les changer manuellement malgré tout.
– REFROIDISSEMENT
Activer le refroidissement : On le coche pour le PLA afin de refroidir (et donc de figer) rapidement le plastique pour une impression propre. Ce paramètre est à désactiver pour de l’ABS.
– LES SUPPORTS
Générer les supports : On coche la case. Ils sont visibles dans CURA en couleur bleu ciel.
Positionnement : Je ne maîtrise pas tout à fait cette notion, on la règle généralement sur « partout ». Ces supports, représentent de la matière pour supporter/soutenir les formes qui se trouvent dans le vide sans toucher le plateau. Imaginez les bras ouverts d’un personnage ; les bras touchent le corps mais pas le plateau, ce sont des porte-à-faux. Il faut donc les soutenir pour les concevoir.
Ce paramètre est intimement lié à « angle de porte-à-faux de support » en degré.
Angle de porte-à-faux de support : (Voir le paragraphe précédent)
Si l’angle de notre élément en « porte-à-faux » (de 50° par exemple) est supérieur à notre réglage (40° par exemple), la machine créera un support pour que ce porte-à-faux ne faiblisse pas et ne se déforme pas. Le support (sorte de pilier) sera à enlever une fois la pièce terminée.
Dans CURA la couleur du support est bleu ciel.
Motif et densité du support : Comme pour l’impression d’un intérieur de pièce, le motif correspond ici au support des porte-à-faux avec une densité (épaisseur d’impression) de 15 %. En augmentant la valeur, le support sera d’autant plus fort et plus difficile à retirer de la pièce originale.
Note : pour une pièce avec des porte-à-faux nombreux ou complexes, il existe des réglages de distance plus pointus comme les distances Z (à 0,1mm) et XY (à 0,7mm) des supports. Ce sont des écarts entre la pièce et le support afin de pouvoir casser (enlever) le support et désolidariser les deux éléments. Utile aussi pour mettre une pince entre pièce/support et casser ce support sans difficulté.
– ADHERENCE DU PLATEAU
Type adhérence
SKIRT (une jupe), c’est juste un fil qui ne touchera pas la pièce. La buse défile un fil en pourtour pour nettoyer l’éventuelle goutte de PLA.
BRIM (la Bordure), c’est une surface complète et pleine qui permet que le modèle colle bien au plateau notamment pour les petites pièces.
RAFT (le radeau) pour éviter le wraping (décollement). Ce support est épais et déborde de la pièce. Une explication en clair est ici : https://www.filimprimante3d.fr/content/71-c-est-quoi-le-warping-comment-eviter-le-gauchissement
Accessoire acheté pour l’adhérence :
Spray 3DLAC pour Imprimante 3D Impression.
Double Adhérence PLA et autres… https://amzn.to/4bvgrx6